





 扫一扫
扫一扫
(当地) 精密钢管厂家大量现货】")
(当地) 精密钢管厂家大量现货】")
甘南珩磨钢管
(当地) 精密钢管厂家大量现货】")
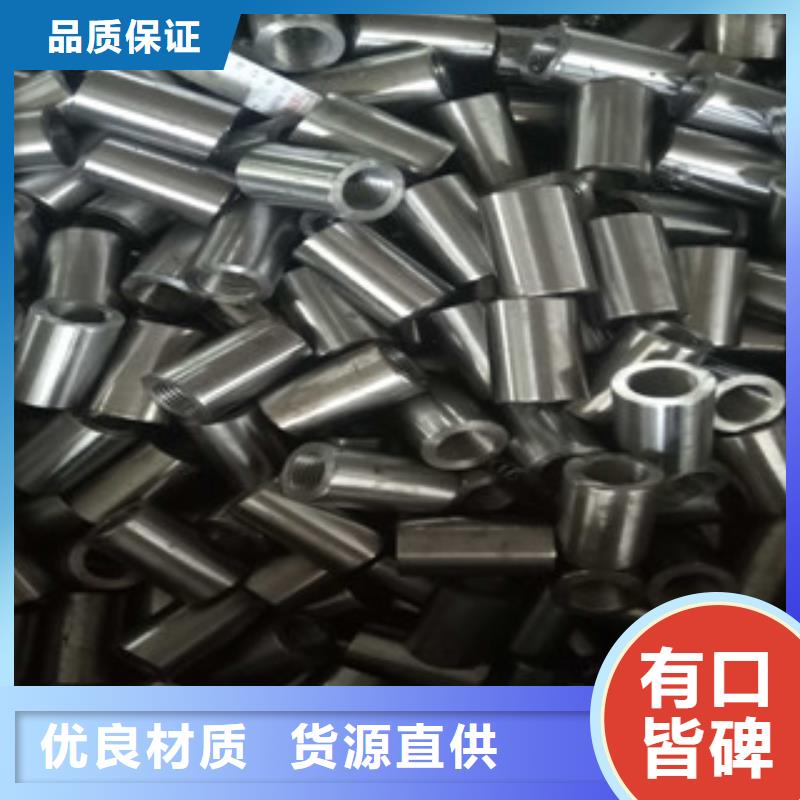
无缝钢管15crmo可回收,符合环保、节能、节约资源的 战略, 政策鼓励扩大无缝钢管15crmo
的应用领域。 目前我国无缝钢管15crmo消费量占钢材总量的比重仅为发达 的一半,无缝钢管15crmo
使用领域扩大为行业发展提供更广阔的空间。根据中国特钢协会无缝钢管15crmo分会的研究,未来我国高
压无缝钢管15crmo长材的需求年均增长可达10-12%。无缝钢管15crmo因其制造工艺不同,又分为热轧(挤
压)无缝钢管和冷拔(轧)无缝钢管两种。冷拔(轧)管又分为圆形管和异形管两种。15CrMo钢系珠光体
组织耐热钢,在高温下具有较高的热强性(δb≥440MPa)和抗氧化性,并具有一定的抗氢腐蚀能力。由
于钢中含有较高含量的Cr、C和其它合金元素,钢材的淬硬倾向较明显,焊接性差。
(当地) 精密钢管厂家大量现货】")
(当地) 精密钢管厂家大量现货】")
(当地) 精密钢管厂家大量现货】")
兰格精密管有限公司拥有雄厚的技术力量和多年来在 甘南珩磨钢管研制生产上积累的大量宝贵的实战经验,并不断致力于新 甘南珩磨钢管产品的开发研制以扩大生产规模,生产更多更好的 甘南珩磨钢管产品,回报新老客户的厚爱和所有的业界同仁的大力支持,携手共创美好的明天。
(当地) 精密钢管厂家大量现货】")
(当地) 精密钢管厂家大量现货】")
(当地) 精密钢管厂家大量现货】")
技术支持:cdlgp.com